Les informations générales suivantes vous aideront à régler la bande. En cas de besoin, nous serons heureux de vous envoyer des informations détaillées ou de vous conseiller personnellement.
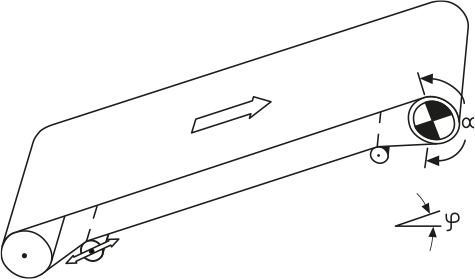
Principe de réglageau travers du rouleau de contrôle
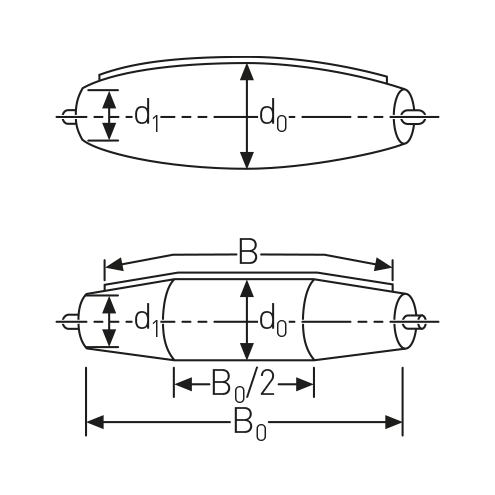
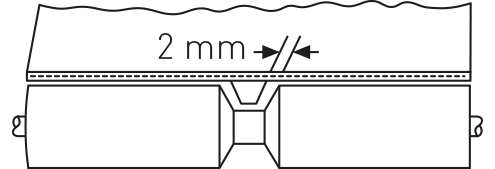
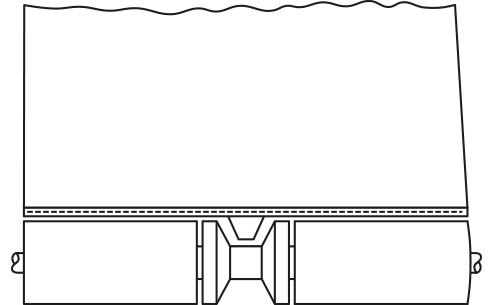
Stabilisation de la bande
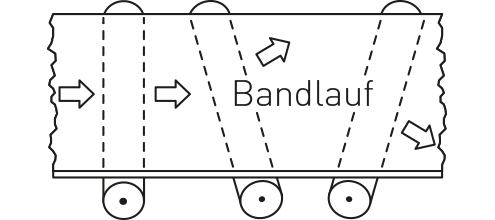
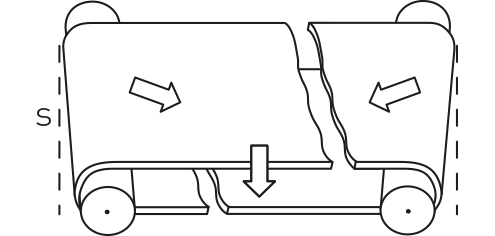
Réglage de la bande
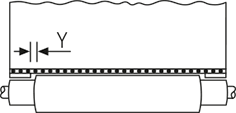
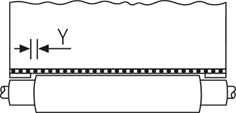
Règle pour le rouleau de contrôle: La bande se décale du côté où elle est en contact avec le rouleau de contrôle.
À partir d’une vitesse de bande de 0,4 m/s, il faut utiliser des poulies pour courroie trapézoïdale indépendante avec roulement.
b*: voir tableau “Guides“